






La forge
Olduvaï :: Faire face aux situations de crise (réservé aux membres s'étant présentés) :: Artisanat (fabriquer soi-même) :: Artisanat divers
Page 1 sur 2 • 1, 2 

 La forge
La forge
par KrAvEn Mar 29 Avr 2008 - 15:30
Voici un modèle de forge épurée et transportable (pratique pour la déplacer à l’extérieur ou à l’intérieur, ou encore sur le terrain de votre choix) construite à partir de matériel de récup.

Le corps est constitué d’une roue de voiture (jante), reposant sur quatre pieds (barres acier) ; le tout soudé ensemble. Vous pouvez vous contenter de la seule jante (posée sur un muret par exemple), à condition de bien la fixer…sinon gare aux accidents.
Le « bidule » avec une manivelle est un ventilateur (récupéré sur une très vieille forge mobile de même type que celle ci-dessus décrite, mais au corps carré), qui peut être, à mon avis, facilement remplacé par un soufflet.
On voit bien, ici, le principe : un tuyau draine l'air vers le dessous de la forge.

Le support de l’enclume, quand à lui, est constitué d’une simple section de tronc d’arbre et est arrimée à celui-ci grâce à 4 gros boulons.
Bonne forge

________________________________________________________
Aussi audacieux soit-il d'explorer l'inconnu, il l'est plus encore de remettre le connu en question ! (Kaspar) - In Shadow, A Modern Odyssey - Ozymandias - La grande implosion/Rapport sur l'effondrement de l'Occident (Pierre Thuillier) - Mon scénario - Echoes
KrAvEn- Fondateur et co-administrateur
-
 Nombre de messages : 14520
Nombre de messages : 14520
Localisation : En Dystopie
Emploi : Singe de l'Espace
Loisirs : Diptérophilie
Date d'inscription : 24/10/2006 -


Re: La forge
par trollinet Mar 29 Avr 2008 - 15:51
trollinet- Membre Premium
- Nombre de messages : 223
Loisirs : GN, randonnée
Date d'inscription : 14/12/2006
Re: La forge
par Invité Mar 29 Avr 2008 - 17:09
Moi, le sujet me passionne, je travaille de temps à autre, chez un vieux forgeron de mon village.
Sa forge est faite main, un peu comme la tienne, mais avec un moteur électrique.
C'est en forgant qu'on devient forgeron, les plus dur étant le geste, et "l'oeil" pour reconnaitre quand le métal est prét...
Il faut que l'on parle de la TREMPE....plus tard.
Bon je vous envoie quelques docs sur les bases de la forge (lien)
| A. Etirage et roulage Les outils L'enclume du forgeron est un bloc d'acier qui pèse quelques centaines de kilogrammes. De gros clous la maintiennent sur une bille de bois, laquelle est ancrée dans un sol dur. Elle comprend à gauche la « bigorne ronde », au centre « la table », à droite la « bigorne carrée ». 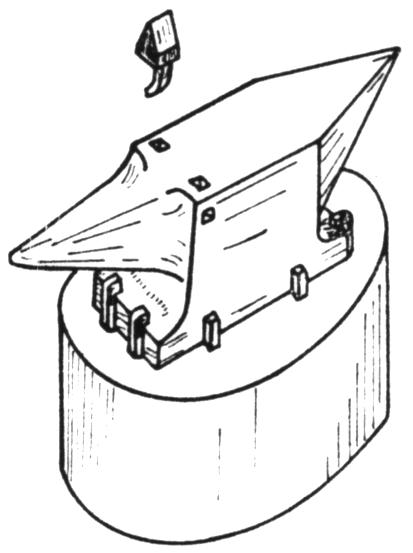 Deux trous carrés permettent d'immobiliser grossièrement des outillages accessoires sur la table. Sur la figure, on a représenté un « couperet » ou tranchet. Le forgeron tient la pièce chaude de la main gauche à l'aide d'une « tenaille »  Un anneau ovale, qu'il a forcé sur les branches, maintient les « mors » de cette tenaille serrés sur la pièce, ce qui évite d'avoir à exercer un effort de serrage continu avec la main. Le chauffage est souvent effectué dans une « forge ». C'est une auge en tôle épaisse que l'on emplit de charbon gras. 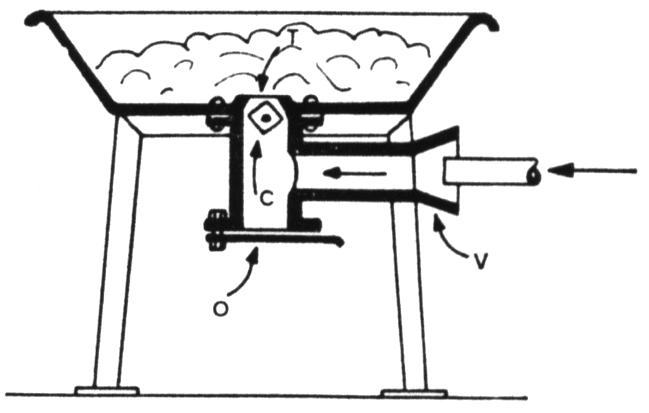 La combustion a lieu au centre. On l'active en soufflant de l'air par une tuyère T. L'air fourni par un soufflet ou par un ventilateur centrifuge traverse un Venturi V. Les gaz qui proviennent de la distillation du charbon lorsque le soufflage est arrêté pourraient, sans le Venturi, gagner l'appareil de soufflage, s'y enflammer et en provoquer l'explosion. Un carré C, qu'on peut faire tourner de l'extérieur, permet de libérer la tuyère des mâchefers et un opercule O permet leur évacuation. La technique Un barreau posé sur la bigorne ronde et sur lequel on frappe en le faisant tourner d'un quart de tour à chaque coup, s'étrangle localement et par conséquent s'allonge. 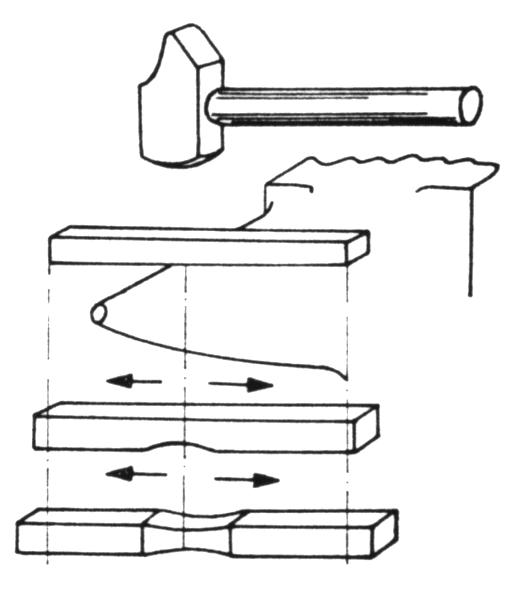 car: - le martelage ne change pas la densité du métal; - le volume reste constant en cours de travail. Seuls les chauffages successifs font perdre du métal par oxydation (le métal oxydé forme le mâchefer que l'on trouve mélangé au charbon dans le feu de forge, et les battitures qui se détachent du barreau au cours du martelage). De tels étranglements effectués côte à côte sur la longueur du barreau constituent « l'étirage ».  On régularise les parties étirées en martelant les saillies sur la table de l'enclume. 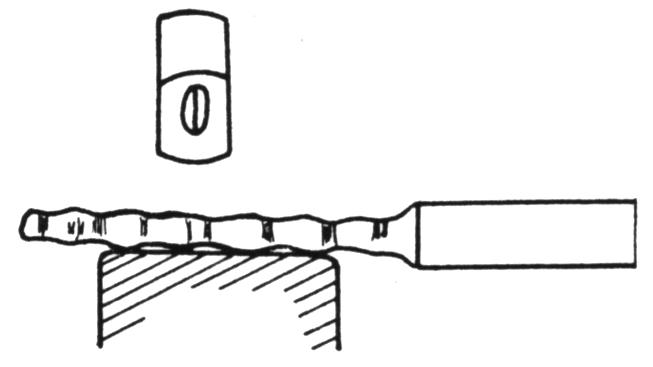 Pour « parer » son travail, le forgeron se fait aider. Il abandonne son marteau et le remplace par un petit bloc d'acier C, porté au bout d'un manche.  Il pose ce bloc sur la pièce. L'aide, muni d'un lourd marteau M, que l'on manie à deux mains frappe sur le bloc, ce qui fait disparaître les aspérités. Le petit bloc C porté au bout d'un manche s'appelle « chasse à parer »; le lourd marteau est un « marteau à devant »; l'aide est le « frappeur ». Ce travail donne un rayon R très grand. C'est approximativement le rayon de la bigorne. 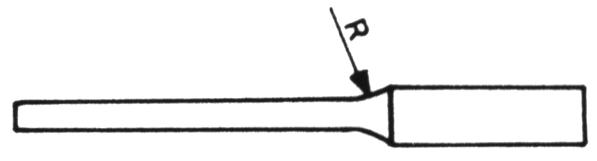 Pour obtenir un rayon plus petit le forgeron doit commencer son travail autrement. Muni d'un « dégorgeoir » D, sorte de coin porté au bout d'un manche, il le pose à l'endroit voulu sur le barreau.  Le frappeur l'enfonce à l'aide du marteau à devant. Le « dégorgeage » sur les quatre faces du barreau est suivi d'un épanouissement à l'aide de la chasse...  ...puis de l'étirage sur la bigorne ronde... ...et du parage sur la table de l'enclume.  Si, partant d'un barreau à section carrée, on enfonce le dégorgeoir de la même quantité sur les quatre faces, on obtient une partie étirée à section carrée. 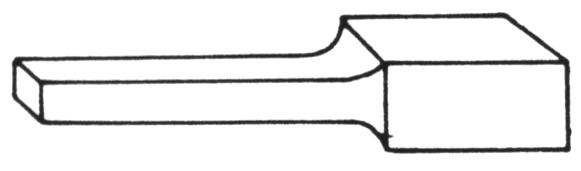 Si le dégorgeoir est enfoncé plus profondément sur deux faces opposées que sur les deux autres, on obtient une partie étirée rectangulaire. 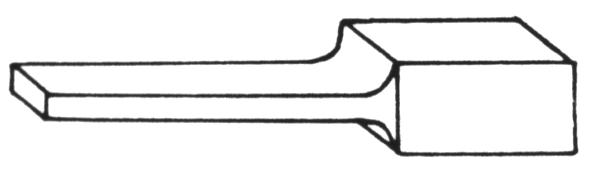 Le dégorgeoir n'étant enfoncé que d'un côté, on obtient un étirage déporté.  C'est par ce moyen qu'on fabrique la masse d'un marteau. Pour le paysan, un morceau de champ est un lopin de terre. Pour le forgeron, un morceau d'acier est un lopin d'acier plus brièvement « un lopin ». Partant d'un lopin [1], de section rectangulaire, nous savons obtenir la forme [2]. 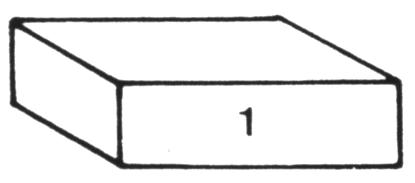  En dégorgeant à nouveau en ABCD et EFGH, puis en étirant entre ces deux sections, on obtient une partie étirée à section carrée. 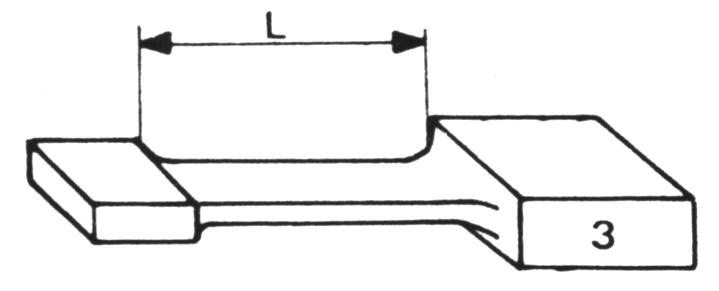 Pour parer la partie nouvellement étirée, si la cote L est plus faible que la largeur de la table de l'enclume, on appuie la pièce sur la bigorne carrée. Une « tranche » est une sorte de burin fixé à l'extrémité d'un manche. Elle permet de couper le métal.  Appliquée par le forgeron à l'endroit voulu, et enfoncée au marteau à devant par le frappeur, elle permet de faire sauter les coins de la pièce [3] qui devient la pièce [4]. 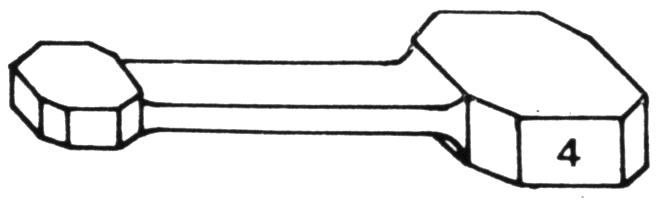 C'est ainsi que l'on obtient un levier ou une bielle. Partant d'un lopin de section ronde on peut le dégorger et l'étirer, de la même façon que pour les sections envisagées précédemment, et obtenir une section carrée.  Pour transformer cette section carrée en section ronde on martèle d'abord les arêtes pour obtenir un octogone.  Puis on pose sur l'enclume des « étampes à rouler ». Il s'agit de deux blocs d'acier creusés chacun d'une gorge semi-circulaire évasée. 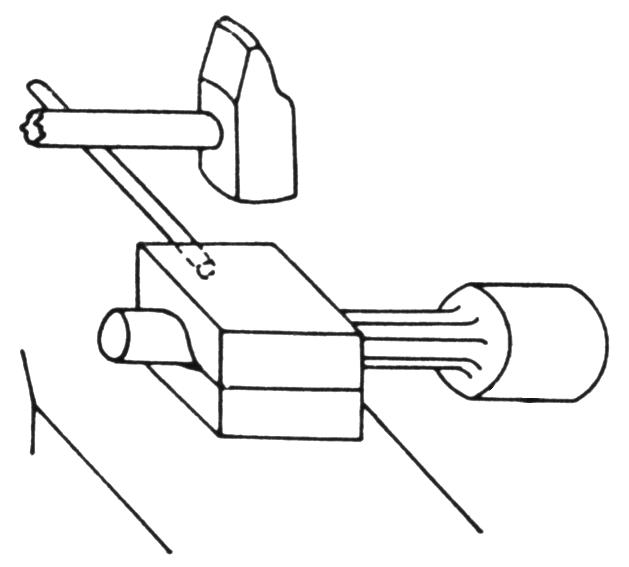 La demi-étampe supérieure porte un manche. Le forgeron le tient de la main droite, fait tourner la pièce sur elle-même de la main gauche, tandis que le frappeur frappe à devant sur l'étampe supérieure. Le prisme octogonal se transforme progressivement en cylindre. B. Cambrage « Cambrer » un barreau c'est le plier pour que les extrémités forment un certain angle. Le cambrage d'un barreau provoque son amincissement. La figure montre que la cote a est plus faible que la cote b. La coupe montre que la section AB n'est plus un rectangle mais un trapèze. Pour tenir compte de ces déformations le forgeron part d'un barreau plus gros. Après cambrage il étire les branches aux cotes demandées. 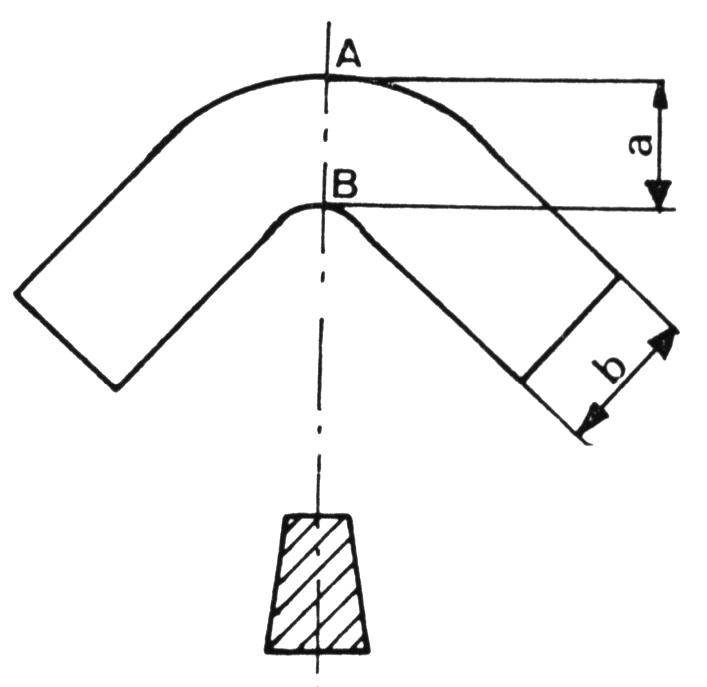 Voyons maintenant comment procéder pour fabriquer une équerre à angle vif. Si l'équerre était redressée elle prendrait la forme [1]. C'est cette forme qu'on s'efforce de réaliser. On part d'un barreau [2] de hauteur h. On dégorge de part et d'autre de M, futur sommet de l'équerre, en respectant la cote I égale à CD. On étire ensuite les branches et on obtient la forme [4]. Il ne reste plus qu'à cambrer cette ébauche.  Il est facile de préparer une ébauche de section carrée conforme à la figure suivante en appliquant deux fois le principe précédent.  Il n'y a ensuite aucune difficulté à tourner puis à fileter les extrémités de l'ébauche.  Après double cambrage, on obtient la pièce finie, qui est un étrier pour fixation des ressorts à lames.  C'est en appliquant deux fois le principe de fabrication d'une équerre à angle vif qu'on obtient les deux pièces suivantes.  Poinçonnage et bigornage Un poinçon est un outil tronconique porté au bout d'un manche. Présenté par le forgeron au centre d'un galet, il est enfoncé à l'aide du marteau à devant par le frappeur.  Des poinçons de plus en plus gros sont passés successivement les uns derrière les autres, jusqu'à ce qu'on obtienne une ouverture circulaire assez grande pour qu'on puisse enfiler la rondelle obtenue sur la pointe de la bigorne ronde. 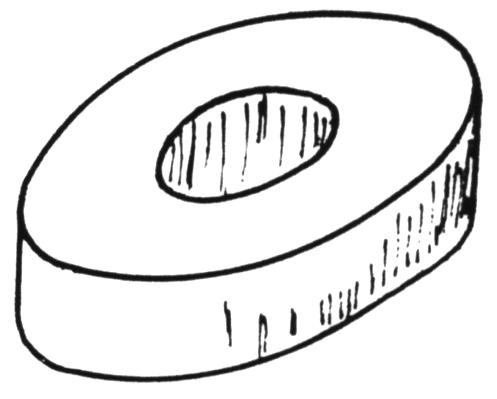 En martelant le champ de la rondelle on allonge la circonférence . 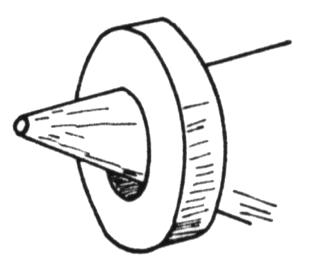 Les derniers coups de marteau sont donnés doucement. Ils sont suivis d'un parage à la chasse et d'une régularisation de la forme générale. 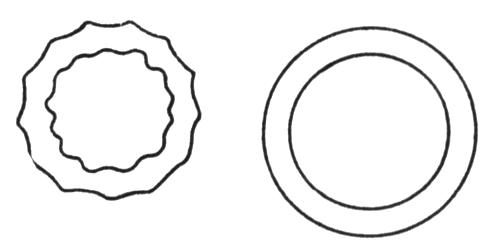 |
Invité- Invité
Re: La forge
par Invité Mar 29 Avr 2008 - 20:14
En combinant les propriétés différentes de ces aciers on peut créer un nouvel acier ayant des propriétés nouvelles et des motifs variables pouvant être revélés pour en montrer la structure.

Comment le fait-on ?
Premièrement on empile plusieurs barres d'aciers différents que l'on fixe ensemble pour réaliser la trousse de départ.
Ensuite le forgeron amène cette trousse a très haute température(+1000°C ) dans la forge pour être en mesure de les souder ensemble, le barreau ainsi constitué est étiré au marteau ou au marteau pilon puis replié sur lui-même. Cette opération est renouvelée autant de fois que nécessaire pour obtenir le nombre de couches désirées.
L'expérience et le talent du forgeron lui permettra de créer différents motifs par torsion, déformation etc... la diversité dans les motifs est presque infinie et se limite au savoir-faire du forgeron.
Faire du damas et une opération longue et difficile et qui demande beaucoup de pratique. Une fraction de seconde d'inattention et le travail de plusieurs heures peut être anéantis par le feu ou par "inclusion" de matière entre les couches de métal ou encore par une mauvaise température de soudure.
La forge
Le bloc de damas est né, le forgeron peut à présent lui donner sa forme par suite de chauffes et martelages successifs.
Les traitements thermiques (normalisation, trempe, revenu ) adéquats seront ensuite appliqués au couteau pour tirer profit au maximum des propriétés de l'acier
Par l'abrasion, le forgeron enlève la "croûte" de surface qui s'est formé pendant le processus de forge, le métal est alors mis a nu. Le profil du tranchant est réalisé également par abrasion. Le moment est venu pour pousser le polissage du métal par des abrasifs de plus en plus fins.
La révélation
C'est un moment assez important pour le forgeron car c'est à ce moment précis qu'il verra apparaître de façon évidente la structure du dessin de l'acier damas qu'il a forgé. La révélation est obtenue par immersion de la lame dans un bain composé de différents produits de révélation. La lame est pour ainsi dire terminée.
De nombreuses autres étapes plus ou moins complexes restent accomplir pour finaliser la réalisation votre couteau.
Lien Couteau et acier Damas
Invité- Invité
Re: La forge
par Invité Mar 29 Avr 2008 - 20:27
(Je me permet de mettre les photos du site de
Claude Schosseler
Voila comment fabriquer du charbon de bois pour la forge.
photos de 1 à 4 : Choisir un emplacement parfaitement droit. | |
 |  |
 |  |
photo 5 : Construire un plancher sur les rondins pour éviter que le bois se retrouve au contact du sol et empêche ainsi les mouvements d'air et de fumée de circuler correctement. Les restes de bois qui n'ont pas été entièrement transformés lors de la cuisson précédente sont mis au centre, là ou le départ du feu va avoir lieu. |  |
photo 6 : Autour du piquet qui a été planté au centre de la cuve, on commence a ériger une cheminée avec de petites branches sèches |  |
| photo 7 et 8 : On monte ainsi de suite en essayant de faire le moins de vide possible, c'est comme le Gruyère, plus il y a de trous moins il y a….. Au fur et à mesure que la cuve se remplit, le bois devient plus gros. |  |
 | |
photo 9 : Il faut penser au couvercle et veiller à ne pas déborder |  |
| photo 10 : Le piquet qui a servi de guide est ôté. A partir de cet instant il faut veiller à ne pas faire tomber de bois dans la cheminée. Mettre le couvercle. |  |
Dernière édition par Sempervirens le Mar 29 Avr 2008 - 20:42, édité 2 fois
Invité- Invité
Re: La forge
par Invité Mar 29 Avr 2008 - 20:29
| photo 11: Détail de la cheminée |  |
| photo 12: Maintenant il faut sélectionner des brindilles sèches qui vont servir au démarrage du feu et en remplir la cheminée sur une hauteur de 20 cm. |  |
photo 13 et 14: Mise en place des tubes. |  |
 | |
| photo 15: Méthode qui n'est pas traditionnelle mais Ô combien efficace ( fuel ). Un feu allumé à coté de la cuve peut également convenir, les braises sont alors mises à l'aide d'une pelle ou d'un seau métallique dans la cheminée. |  |
photo 16 à 18: Un chiffon allumé au bout d'un bâton est placé au fond de la cheminée, il faut alimenter le feu en cassant de petits morceaux de bois sec. |  |
 |  |
photo 19: Lorsque la fumée devient épaisse et tourbillonne et que votre cocotte vous fait penser à une locomotive c'est le moment de remplir la cuve au maximum. |  |
Invité- Invité
Re: La forge
par Invité Mar 29 Avr 2008 - 20:30
photo 20 et 21: Maintenant la terre est jetée autour et sur la cuve pour rendre le tout le plus hermétique possible |  |
 | |
| photo 22: Détail du feu au centre de la cuve |  |
| photo 23: Si vous pensez qu'il y a suffisamment de feu à l'intérieur, essayez de fermer complètement la cocotte. |  |
| photo 24 et 25: Si tout se passe bien, les cheminées fument, il faut laisser le temps à la fumée de faire son chemin à l'intérieur, on peut aider en soufflant le long de la cheminée, évitez de respirer la fumée car elle est hyper toxique et les taffes sont interdites... Si la fumée perd en intensité, ôtez le couvercle , laissez le feu repartir plus fort et recommencez. |  |
 | |
| photo 26: Lorsque l'on quitte le terrain les 4 cheminées doivent fumer et à partir de ce moment il faut compter environ 12 heures de cuisson. |  |
Invité- Invité
Re: La forge
par Invité Mar 29 Avr 2008 - 20:31
| photo 27: Le lendemain les cheminées peuvent être bouchées par le goudron qui s'est formé la nuit et qui s'est expansé dans le tuyau, donc vérifiez à chaque fois s'il n'y a pas un bouchon. Retirez, lorsqu'une cheminée fume bleu, la cheminée elle même et le tuyau d'arrivée d'air qui se trouve à coté, et idem pour les 3 autres. Selon les conditions atmosphériques et la manière dont le bois a été empilé il arrive de devoir à attendre encore plusieurs heures. Là c'est à vous de faire votre expérience. Bien entendu il faut remettre de la terre à la place des tuyaux pour étouffer la combustion. Revenir le lendemain lorsque c'est froid. |  |
| photo 28 et 29: Lorsque la terre et le couvercle ont été enlevés....Le volume a considérablement baissé .... |  |
 | |
| photo 30 à 33: Comme pour le couvercle, ôtez le maximum de terre autour de la cuve, afin de trier le charbon au propre ( ou au moins sale )... |  |
 |  |
 | |
| photo 34 à 37: Du charbon de bois de qualité extra comme on ne trouve plus dans le commerce. Si vous entrechoquez les morceaux, vous remarquerez une sonorité cristalline. Tout comme pour la méthode avec de la terre c'est un signe de bonne qualité. |  |
 |  |
 | |
| photo 38: Il arrive que certains morceaux placés contre la paroi ne soient pas entièrement transformés, gardez les pour la cuisson suivante (voir photo 5 ). Il vaut mieux un peu de non-brûlés que beaucoup de trop brûlés. |  |
| photo 39 et 40: Le meilleur moment... 61 kilogrammes de précieux charbon de bois, de quoi faire pas mal de damas. Claude Schosseler |  |
 |
Invité- Invité
Re: La forge
par Armageddon974 Mar 29 Avr 2008 - 20:32
En tout cas c'est une belle technique qui me semble réservée aux pros de chez pro...
As-tu déjà utilisé une forge, Sempervirens ?
Armageddon974- Membre
- Nombre de messages : 416
Date d'inscription : 19/02/2008
Re: La forge
par Invité Mar 29 Avr 2008 - 20:35
Confection de fer forgé pour fenestrou. et fabrication d'une machette.
Les couteaux en Damas sont magnifiques, l'acier est trés solide, un peu comme les lames des Katanas.
Invité- Invité
Re: La forge
par Armageddon974 Mar 29 Avr 2008 - 20:38
Armageddon974- Membre
- Nombre de messages : 416
Date d'inscription : 19/02/2008
Re: La forge
par Armageddon974 Mar 29 Avr 2008 - 20:39
Armageddon974- Membre
- Nombre de messages : 416
Date d'inscription : 19/02/2008
Re: La forge
par Invité Mar 29 Avr 2008 - 20:42
Dernière édition par Sempervirens le Mar 29 Avr 2008 - 21:00, édité 1 fois
Invité- Invité
Re: La forge
par ipphy Mar 29 Avr 2008 - 20:44
Dernière édition par ipphy le Mar 29 Avr 2008 - 20:46, édité 2 fois
ipphy- Membre Premium
- Nombre de messages : 516
Localisation : Cyberespace
Date d'inscription : 02/12/2007
Re: La forge
par Invité Mar 29 Avr 2008 - 20:45
Il existe du charbon minéral, pour la forge qui tient trés longtemps au feu.
Houille 3/4 grasse, calibrée 10/20 mm ou 20/30 mm :
POUVOIR CALORIFIQUE EXCEPTIONNEL :
Charbon très flambant dégageant une forte chaleur pour chauffer sans difficulté des sections importantes et réaliser des soudures de forge et notamment du Damas. Excellente tenue au feu.
PEU D'IMPURETÉ ET DE DÉCHETS :
Charbon épuré, lavé et dépoussiéré. Génère très peu de mâchefer et seulement 2% de cendres. Laisse les pièces en chauffe parfaitement propres. Faible teneur en soufre et en phosphore pour ne pas brûler et fragiliser l'acier.
TENDANCE À L'AGGLOMÉRATION ET AU GONFLEMENT :
Idéal pour former une barrière thermique qui détermine la zone de chauffe et réverbère la chaleur vers le centre du foyer.
Invité- Invité
Re: La forge
par Invité Mer 30 Avr 2008 - 11:45
Je compléte la doc, avec un résumé de la technique de la TREMPE:

Principe:
La trempe consiste à chauffer le métal à une température ou le carbone se dissout dans la matière (au dessus de A de la figure ci-dessous ), puis, à refroidir rapidement pour garder cette structure a température ambiante.
En fait il existe deux états cristallins différents de l'acier selon l'organisation des atomes entre eux.
Le système cubiques centrés (comme l'Atomium) et cubique à faces centrées où on a un atome au centre de chaque face.
Tout le jeu de la trempe consiste a obtenir un mélange des deux types de cristaux dans le métal et de garder cette structure à température normale.
Refroidissons DOUCEMENT
En A le métal se décompose et, au milieu de la solution solide, des grains de système cristallin dit cubique centré apparaissent car la solubilité du carbone diminue.
En B on a un mélange de cristaux cubiques à face centrées et cubiques centrés.
En C mélange de fer et de carbure de fer (Fe3C).
L'acier qui a été chauffé au dessus de A puis refroidi lentement est dit recuit
car il a eu le temps de revenir à son état normal d'équilibre , ETAT le plus mou.
Refroidissons RAPIDEMENT
Si maintenant, on refroidit rapidement à partir de 900°C en trempant dans l'eau,
en B on a un mélange de cristaux cubiques à face centrées et cubiques centrés.
Ces cristaux n'ont pas la même densité.
La création de de grains de volumes différents dans un métal qui n'est plus très chaud, s'accompagne de distorsions des cristaux et d'efforts internes très grands.
Le métal durcit par écrouissage et ce durcissement est d'autant plus grand que la température de la transformation est basse et rapide.
Il en résulte une suite de glissements de certains plans d'atomes les uns par rapport aux autres de façon très brutale.
Dans cet état( dit martensite ), le métal a une dureté très élevée à cause des efforts internes qui sont produits. Le métal est dit TREMPE.
Le métal est fragile, et si on le laisse tomber, il donne un son très cristallin caractéristique.
En ramenant la température au dessus de 200°C ( REVENU) on peut atténuer les efforts internes et réduire la fragilité de l'acier.
Si on augmente la température et la durée du REVENU, la martensite se décompose lentement pour redonner les phases normales, le métal redevient mou.( perte de l'effet de la trempe).
A retenir : en réchauffant l'acier on peut revenir à un état initial.. et si nécessaire, recommencer la trempe. (voir recuit ci dessous).
Si on chauffe trop longtemps, ou trop fort,
les grains ont tendance à grossir.
On perd alors la "qualité de coupe" de la lame.
Remarque :
Pour que pour le grains restent petit, il faut dépasser la ligne 'changement d'état' de très peu et peu de temps.
Malheureusement cette linge change de positon (hauteur) en fonction de la teneur en acier et atteint un minimum pour une teneur de 0,8% de carbone.
Donc il faut atteindre entre environ 750 et 900° suivant les aciers... et comme en général, l'amateur ne connaît pas les caractéristiques de son acier, ... le mieux est d' ESSAYER.
| Couleur de revenu | Température .°C | usages approximatifs des revenus |
| jaune | 210 | outils de tours (très durs) |
| Jaune paille | 220 | mèches, outils de réalésage |
| Jaune foncé | 230 | couteaux (trempe dure) |
| ambre | 240 | tarauds filières / matrices |
| george de pigeon | 250 | ciseaux de coupe / tondeuses |
| lilas | 260 | haches ciseaux à bois |
| brun rouge | 270 | couteaux ( plus souples) |
| pourpre | 280 | tournevis |
| pourpre foncé | 290 | |
| bleu | 300 | lame de scies à bois |
| bleu nuit | 310 | |
| noir | > 310 | plus de trempe |
Comment tremper ?
Rappel :
Si on a forgé une lame, des tensions internes très importantes subsistent dans le métal.
Dans ce cas, avant de tremper la lame, il faut enlever ces tensions pour éviter que la lame ne 'gondole' lors de la trempe.
Pour cela, porter la lame au rouge 'cerise', puis, la laisser refroidir dans un matériau qui ralentit le refroidissement comme par exemple du sable fin très sec, de la vermiculite (isolant employé dans la construction de maison), de la laine de verre, de la chaux, des cendres de la forge ou autre (qui résistent à la chaleur).
Laisser refroidir entre 12 et 24 heures. Recommencer 2 fois si nécessaire.
C'est ce qu'on appelle un recuit.
La Trempe
Quand la lame est chauffée, elle émet de la lumière contrairement au revenu où c'est la lumière extérieure qui permet de voir la couleur. DONC : Pour tremper : se mettre dans un endroit assez sombre, pour bien voir la couleur du métal. Pour faire un revenu : se mettre à la lumière du jour pour bien voir la couleur. Essayez si possible, de toujours travailler dans la même ambiance lumineuse, pour que les résultats soient comparables et reproductibles. |
Opérations sur la lame :
Laisser une épaisseur de 0.8 à 1 mm au tranchant, toujours pour éviter les déformations.
Chauffer la lame de façon aussi régulière que possible du côté du dos.
Dès que la température est atteinte, plonger la lame pointe la première dans un bassin rempli d'huile ( de vidange par exemple) à température ambiante.
Attention, l'huile peut prendre feu, mais s'éteint très vite .. pas de panique.
Prendre quelques litres d'huile. Si on en a trop peu, elle s'échauffe , perd de son efficacité pour la trempe, et peu brûler par elle même. L'incendie peut devenir dangereux.
Bien remuer jusqu'a ce que le métal soit complètement refroidit.
Les premières fois, si on a pas l'expérience des couleurs, testez avec un aimant.
Lorsque la température de transformation est atteinte, le métal n'est plus magnétique.
Après la trempe, réduire les efforts internes au moyen d'un revenu, pour cela, bien polir le métal pour voir la couleur, et le chauffer au 'jaune naissant' ( environ 220°c) ou, laisser la lame environ 1 heure dans un four de cuisine à 220°.
Si vous chauffez au jaune naissant, allez-y très lentement ! Le changement de couleur n'est pas instantané. Si on va trop vite, lorsque le métal atteint la couleur voulue, il est déjà beaucoup trop chaud.
Ce revenu est très important pour votre sécurité !
Trop dure, la lame peut casser comme du verre, c'est tout à fait réel et dangereux !!!
Testez le résultat de la trempe au moyen d'une petite lime, elle ne doit pas entamer le métal.
Si la trempe n'est pas bonne, on peut toujours faire un recuit et recommencer la trempe en changeant les températures ou les temps de refroidissement.
| Ceci est un mode d'emploi "passe partout" et non optimalisé car, chaque acier devrait être traité différemment. En général, cette méthode donne un bon et même souvent un très bon résultat. |
Par contre, certains aciers demandent un traitement tout autre.
Par exemple : j'ai eu un échantillon (composition inconnue) où pour pouvoir le tremper je l'ai chauffé au rouge clair, puis trempé 1 seconde dans de l'eau, et laisser refroidir 12 heures très lentement dans du sable sec comme pour le recuire ?? .
Si la trempe est trop délicate ou trop difficile à réaliser, évitez ces aciers.
Invité- Invité
Re: La forge
par Armageddon974 Mer 30 Avr 2008 - 15:24
Faudrait presque être chimiste/physicien pour faire forgeron... Et je ne me moque pas.
Merci Sempervirens, c'est captivant
Armageddon974- Membre
- Nombre de messages : 416
Date d'inscription : 19/02/2008
Re: La forge
par modl Lun 19 Mai 2008 - 21:33
http://www.servimg.com/image_preview.php?i=3&u=12432278
]http://www.servimg.com/image_preview.php?i=2&u=12432278
PS : peut-on poster des images directement ??? Parce que j'ai pas réussi...
modl- Membre Premium
- Nombre de messages : 613
Age : 55
Localisation : POITOU
Loisirs : tir à l'arc, bricolage...
Date d'inscription : 18/05/2008
Re: La forge
par Silex Dim 25 Mai 2008 - 14:03
Sujet trés interessant mais qui demande un certain tour de main...
Chapeau aux Forgerons Olduviens !
Juste une info:
Les enclumes étant rares, et comme précisé plus haut par Modl, vous pouvez vous "bricoler" une enclume de fortune à partir d'un morceau de rail de chemin de fer. On en trouve réguliérement, de différentes dimensions et à l'abandon, à proximité des zones techniques ou des voies sans issues dans les petites gares. Allez discrétement jetez un oeil prés de la structure en bois marquant la fin d'une voie, il y a des chances de trouver votre bonheur au pied de celle ci.
Attention, le personnel de la sncf n'aime pas que l'on traine à proximité des voies.

Silex- Membre Premium
- Nombre de messages : 206
Age : 49
Localisation : Bourgogne
Date d'inscription : 12/05/2008 -
Re: La forge
par Le_Celte Dim 25 Mai 2008 - 14:34
Le Celte
Le_Celte- Membre Premium
- Nombre de messages : 1237
Localisation : BREIZH
Emploi : webmaster
Date d'inscription : 10/08/2007
Re: La forge
par SavageBeast Dim 25 Mai 2008 - 15:26

SavageBeast- Membre
- Nombre de messages : 659
Age : 59
Localisation : Bientôt ailleurs.
Date d'inscription : 20/04/2008
Re: La forge
par modl Dim 25 Mai 2008 - 17:08
Prix, pour moi, une bouteille de blanc !!!
Ca me semble plus simple que les ruses de sioux...
modl- Membre Premium
- Nombre de messages : 613
Age : 55
Localisation : POITOU
Loisirs : tir à l'arc, bricolage...
Date d'inscription : 18/05/2008
Re: La forge
par Canis Lupus Mer 18 Mar 2009 - 20:30
________________________________________________________


Canis Lupus- Membre fondateur
- Nombre de messages : 4502
Age : 39
Date d'inscription : 16/11/2006 -
Re: La forge
par Invité Mer 18 Mar 2009 - 21:49
Invité- Invité
Re: La forge
par Petrus16 Mer 18 Mar 2009 - 22:22
Canis Lupus a écrit:Vu le prix d'une enclume sur ebay ou autre site d'achat, je vous conseille fortement de fureter dans votre coin pour voir si un vieux ne veut pas vous lâcher la sienne pour pas trop cher. Bonne chasse !
J'ai choisi l'option "morceau d'IPN" fixé sur un billot. Que de la récup pour pas un rond.
C'est vrai aussi que je n'ai pas encore fait des lames comme Paulo Simoes...(c'est marrant cette tendance des forgerons à ne pas savoir écrire sur les forums
 )
)Petrus.

Petrus16- Membre Premium
- Nombre de messages : 1695
Age : 52
Date d'inscription : 14/02/2007
Page 1 sur 2 • 1, 2
» [forge] Document pour les nuls
» Mémento pratique de forge à l'usage du coutelier
» [Forge] Les éléments nécéssaires, un peu de technique, avec un Coutellier !
Olduvaï :: Faire face aux situations de crise (réservé aux membres s'étant présentés) :: Artisanat (fabriquer soi-même) :: Artisanat divers